¿Fresar con
fresas normales o con rompevirutas?
Cuando hay que
hacer trabajos de fresado con fresas integrales, hay dos tipos de tendencias
sobre que tipo de herramienta utilizar. Las fresas con rompevirutas o las
fresas con cortes lisos.
Basicamente,
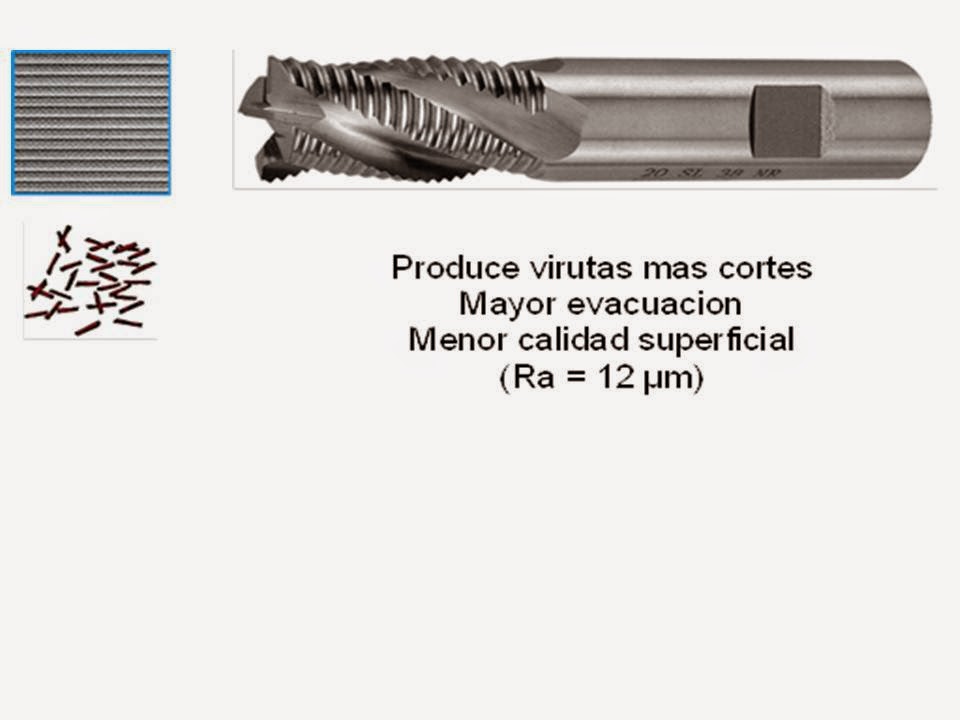
las fresas con rompevirutas son llamadas tambien fresas de desbaste, pero las
tendencias de mecanizado moderno han cambiado las viejas ideas o paradigmas del
pasado. Repasando un poco las caracteristicas de una y otra herramienta,
rapidamente podemos sacar algunas conclusiones muy simples.
Desbaste:
Terminacion:
 |
| |

Entonces como se
puede ver en el grafico, los perfiles redondeados se utilizan mas en desbaste y
para operaciones de terminacion, se utiliza el rompevirutas plano (si no es
importante el grado de terminacio) o las fresas sin ningun tipo de
rompevirutas.
Guhring
creo a partir de estos datos, un tipo de fresa que pudiera combinar las
distintas geometrias de corte y creo un nuevo perfil de rompevirutas que sirve
para hacer desbastes con calidad superficial de terminacion.
Es un perfil que combian el poder de
desbaste de la geometria redonda con el grado de terminacion del perfil plano.
Esto hizo posible obtener una fresa que permite mayor vida util que las fresas
con rompevirutas estandar y sobre todo un mejor grado de terminacion en la
pieza a trabajar. De todas maneras hay que destacar que este nuevo perfil sigue
siendo inferior a la nueva generacion de fresas sin rompevirutas por distintos
factores.

Desde ya que un factor muy importante en el
mecanizado de matrices, o en operaciones de fresado es la correcta eleccion y
utilizo de la herramienta.
¿Por que es importante tanto la eleccion
como el utilizo de la herramienta?
Hay que considerar que una maquina
herramienta mediana que trabaja los tres turnos de produccion consume algo de
165000 KW en un ano. Para ponerlo de otra manera podemos decir que son 95
toneladas de dioxido de carbono que se arrojan al medio ambiente.
Para ser mas claros, esto es equivalente a
66 automoviles pequenos que recorren 12.000km cada uno.
Teniendo en cuenta estos datos, un estudio
calculo que 250 millones de libras son arrojadas a la atmosfera en Estados
Unidos por el mal utilizo de las herramientas en operaciones de fresado.
Las condiciones de corte son importantes
para poder obtener la mejor duracion de la herramienta. Pero es tambien
importante no utilizar las herramientas por debajo de su capacidad para evitar
derroches en costo de energia electrica.
Guhring comparo el mecanizado con fresas de
diametro 16 en un material Tial6V4. Una con rompeviruta, articulo 5504 y otra
sin rompevirutas con paso diferenciado articulo 5534. La operacion en cuestion
era un chavetero de 16 mm de profundidad (Ap & Ae 16mm).
La fresa con rompeviruta demuestra que en
general el indice de rendimiento es menor debido a que los avances posibles son
mucho mayores. Pero por el otro lado las fresas con rompevirutas se demuestran
con mejores cualidades si las condiciones de estabilidad del mecanizado son
peores, y esto es basicamente porque el consumo de energia es menor para una
fresa con rompevirutas.
La fresa con rompevirutas tambien se
demuestra vencedora a la hora de la evacuacion de la viruta, pero a la hora de
medir la calidad superficial se demuestra muy inferior respecto a la de paso
diferenciado.
Nuevo
desarrollo : La fresa “Diver”

Las nuevas maquinas a control numerico dan
la posibilidad de usar cada vez herramientas mas performantes, y es por eso que
Guhring acaba de sacar al mercado la linea de fresas “Diver”.
Esta linea de fresas permite ademas de
trabajar con las condiciones de corte mas elevadas, hacer una serie de trabajos
con mayor versatilidad. De hecho operaciones de desbaste, terminacion, descenso
en rampa, y perforado se pueden realizar con la misma herramienta y a
velocidades de corte y avance muy altos.
De hecho, este tipo de fresas de 4 cortes
posee un angulo de helice de 36°/38°. Es por esto que se llaman comunmente de
paso diferenciado. Ademas las fresas vienen con un nuevo recubrimiento Guhring
llamado Signum. Este revestimiento desarrollado integralmente por Guhring
Alemania tiene una dureza de 5500HV, siendo uno de las mus duros presentes en
el mercado.
Ademas,
el metal duro usado es tambien un desarrollo que Guhring realizo en su planta
de Berlin, y de esta manera se cierra el circulo que garantiza que el 100% de
esta herramienta se realiza con tecnologia Guhring.
Entonces lo que hay que tener presente a la
hora de la eleccion de una fresa, es el tipo de trabajo que uno tiene que
realizar, y que tipo de estabilidad tengo entre la maquina y el dispositivo de
sujecion. Resultaria inoportuno utilizar una fresa para altos avances si la
pieza a trabajar no lo resiste por su propio formato. O si los portaherramientas
no son los mas indicados para hacer grandas pasadas.
Guhring tiene una solucion especifica para
cada tipo de necesidad. Y es por este motivo que se distingue en el mundo como
una de las empresas mas grandes a nivel mundial en el mercado de herramientas
rotativas.

 |
| Fresado de titanio |
Sres. Guring Argentina, me interesa saber si poseen servicios de exportación de sus productos, mas precisamente, fresas y brocas de acero de tungsteno.
ResponderEliminarCordial saludo
David